隨著全球對高功率電子設備、電動汽車電池和數據中心算力需求的持續爆炸式增長,液冷技術,特別是冷板,已成為熱管理領域的關鍵。冷板制造行業在不斷追求效率與創新的同時,也面臨著四大核心挑戰:潛在的泄漏風險、提升熱管理效率的瓶頸、嚴苛的成本控制壓力以及在極端工況下的結構穩定性。我們通過深入剖析這些行業“痛點”,評估現有制造技術的局限性,并重點研究摩擦攪拌焊作為一種顛覆性解決方案,如何系統性地應對上述挑戰,從而推動行業向更高性能、更高可靠性和更優成本效益的方向發展。
1. 冷板制造業面臨的四大核心挑戰
冷板作為液冷系統的核心傳熱部件,其性能和可靠性直接決定了整個系統的成敗。然而在當前的技術與市場環境下,制造商普遍面臨以下四個相互關聯的嚴峻挑戰。
1.1 泄漏風險與結構完整性:系統的“阿喀琉斯之踵”
液冷系統的隱患,往往藏在毫不起眼的“泄漏”二字里——理想MEGA 2024款的召回案例正是典型:因冷卻液防腐性能不足,冷板腐蝕泄漏不僅觸發了故障報警、動力受限,更險些引發動力電池熱失控,直接關聯到用戶安全與品牌信任。
實際上,哪怕是微小的冷卻液滲漏,都可能對產品造成毀滅性影響:小則系統停機、維修成本激增,大則像理想MEGA這樣觸發大規模召回,讓企業聲譽與用戶信心雙雙受損。而這一風險的根源,既可能是生產環節的工藝瑕疵,更與冷板自身的結構強度高度綁定——它需要在持續的內部壓力、外部振動環境中,始終保持幾何形態穩定與密封效果可靠。

傳統的釬焊、機械密封等工藝,其連接部位本就是應力集中的“薄弱區”,天然帶有泄漏隱患。過去行業為了強化結構,常被迫用更厚重的材料、更復雜的加固設計來彌補,但這又會推高成本與設計復雜度;而理想MEGA的案例則進一步印證:若冷板與冷卻液的匹配性不足,即便是量產車型,也會在實際工況中暴露結構完整性的短板。
1.2 熱管理效率:突破性能翻倍的瓶頸
市場對性能的要求日益嚴苛,行業普遍追求將冷板的熱性能提升一倍,以應對不斷攀升的熱流密度。這意味著需要在單位面積內帶走更多的熱量,同時保持被冷卻器件的表面溫度均勻性。然而傳統冷板設計在提升性能方面遭遇瓶頸。例如:管式冷板的通道密度受限于彎管工藝,難以實現復雜的流道設計 。槍鉆冷板雖然堅固,但其直線流道限制了冷卻液與熱源的接觸效率,尤其是在不規則熱源布局的應用中 。
提升熱性能的挑戰在于,必須在不顯著增加成本、熱阻、系統壓降或制造復雜性的前提下實現 。任何對流道的微小優化都可能牽動整個設計和生產鏈條,使得性能的顯著提升變得異常困難。
1.3 成本壓力:實現數量級降低的迫切需求
在競爭激烈的市場中,成本是決定技術能否大規模商業化的關鍵因素。行業內存在將冷板制造成本降低十倍的強烈訴求。傳統工藝,尤其是真空釬焊,是成本高昂的典型代表。真空釬焊不僅需要價值超過百萬歐元的真空爐等昂貴設備,其長達8小時的加工周期也限制了生產效率,只適用于批量生產。此外表面處理、高昂的維護成本以及釬焊缺陷導致的良率損失,都共同推高了最終產品的價格。要實現成本的數量級下降,必須在材料選擇(如從銅轉向鋁)、生產工藝和供應鏈整合等多個層面進行根本性創新 。

1.4 極端工況下的穩定性與可靠性
從航空航天到新能源汽車,冷板的應用環境日益苛刻,需要在寬泛的溫度范圍、劇烈的振動和潛在的腐蝕性介質中保持長期穩定運行。例如:銅管與鋁板的結合在潮濕環境中存在電偶腐蝕的風險,會隨著時間推移降低傳熱效率并損害結構完整性。釬焊工藝中,焊料與母材之間的熱膨脹系數差異可能在經歷頻繁的溫度循環后引發微裂紋,構成長期可靠性的隱患 。因此確保冷板在整個生命周期內的性能一致性和結構可靠性,是制造商必須解決的又一重大難題。
2. 傳統冷板制造工藝的審視及其局限性
為了更清晰地理解FSW技術的革命性,有必要首先審視當前主流的冷板制造工藝及其固有的局限性。
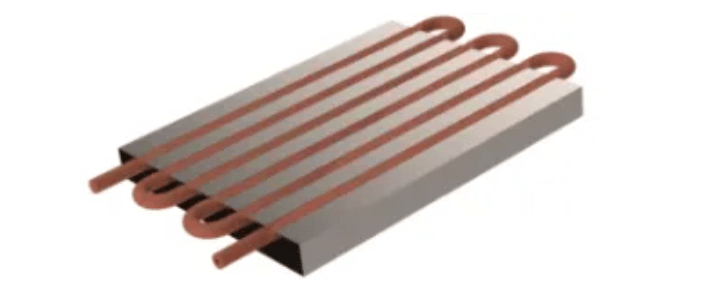
管式冷板: 將彎曲的銅管或不銹鋼管通過壓合、釬焊或導熱膠等方式嵌入鋁制基板中。其主要挑戰在于:
1) 彎管工藝限制了流道設計的復雜性和密度,影響了散熱性能;
2) 管材與基板之間的接觸熱阻較大,即便是使用導熱膏也難以完全消除;
3) 異種金屬(如銅管與鋁板)的連接存在長期電偶腐蝕風險 。
槍鉆冷板: 通過在實心金屬塊(通常是鋁或銅)上鉆出深孔來形成直線流道 。其優勢在于結構堅固、耐高壓。但局限性也十分明顯:
1) 流道只能是直線,無法根據熱源分布進行優化,導致冷卻不均和效率低下;
2) 制造長度超過500毫米的冷板時,精度和效率都面臨挑戰;
3) 鉆孔后需要用螺塞或焊接封堵端口,這些連接

真空釬焊冷板: 將加工好流道的底板、內置的散熱結構(如翅片)和蓋板通過釬焊料在真空爐中一體成型 。這種工藝能夠制造出內部流道極其復雜、熱性能優異的冷板。然而其缺點也極為突出:
1) 高成本:設備投資巨大,工藝流程長(8小時/爐),且需要嚴格的表面清潔和處理,增加了運營成本 ;
2) 設計與生產限制:釬焊是批量工藝,不適合小批量或原型制造,且爐膛尺寸限制了冷板的最大尺寸 ;
3) 可靠性風險:任何微小的釬焊缺陷,如虛焊或焊料堵塞流道,都可能導致整個昂貴部件的報廢或在使用中失效 。

這些傳統工藝在特定應用中雖各有價值,但它們共同的局限性構成了前述四大挑戰的根源。行業亟需一種能夠同時解決泄漏、性能、成本和可靠性問題的新技術。
3. 摩擦攪拌焊(FSW)應對行業挑戰的變革性解決方案
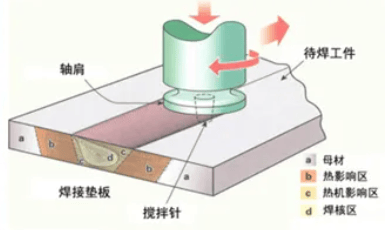
摩擦攪拌焊(FSW)是一種固態連接技術,它不熔化金屬,而是利用一個高速旋轉的攪拌頭產生的摩擦熱使金屬進入塑性狀態,并通過機械攪拌作用實現原子間的固相擴散連接。作為一種顛覆性技術,FSW正對冷板制造業的多個痛點提供系統性的解決方案。
3.1 根除泄漏風險:實現100%無泄漏的冶金級密封
FSW最突出的優勢在于其焊縫的卓越完整性。由于整個過程在材料熔點以下進行,完全避免了傳統熔焊中常見的氣孔、縮松和熱裂紋等缺陷。形成的焊縫是致密的、無空隙的鍛造組織,其強度甚至可以超過母材。這意味著FSW能夠實現真正的冶金級連接,從根本上消除了泄漏的風險,確保了100%的密封性。這種高度的可靠性對于數據中心、醫療設備等對泄漏零容忍的關鍵應用至關重要。
3.2 提升熱性能:保留材料本征導熱性與優化設計
由于FSW不熔化材料,它能夠完美地保留高導熱性鋁合金(如AA1050系列)或銅的原始熱工性能 。傳統焊接或釬焊過程中的高溫會改變材料的微觀結構,可能導致導熱率下降。FSW則避免了這一問題。
更重要的是FSW工藝的靈活性為熱性能優化設計打開了新的大門。設計師可以采用多層薄板堆疊焊接的方案,在內部構建出極其復雜的微通道或3D流道結構,從而最大化換熱面積,顯著降低熱阻,并實現卓越的表面溫度均勻性。相較于傳統的螺栓緊固設計,FSW連接的冷板熱性能可提升30%。這種設計自由度使得將冷板熱性能翻倍的目標變得觸手可及 。
3.3 顛覆成本結構:實現2至10倍的成本削減
FSW在成本控制方面展現出巨大潛力,多個信息源證實其成本比銅管焊接、釬焊或傳統焊接等方法低2到10倍 。這主要得益于以下幾個方面:
無耗材:FSW無需焊絲、焊劑或保護氣體,直接降低了材料成本 。
高能效:作為一種局部加熱的固態工藝,其能源消耗遠低于需要加熱整個工件的真空釬焊爐 。
高效率與自動化:焊接過程快速,一塊標準冷板的焊接時間僅需幾分鐘 ,且易于與CNC機床集成實現全自動化生產,大幅降低了人工成本。將一名CNC操作員培訓為FSW操作員僅需1天時間 。
極低的返工率:FSW工藝穩定、可重復性高,產生的焊縫質量一致,幾乎消除了因焊接缺陷導致的返工和廢品,從而提高了整體良率 。
3.4 增強結構強度與長期可靠性
FSW產生的焊縫具有優異的機械性能。焊縫區經歷了劇烈的塑性變形和再結晶,形成了細小的等軸晶組織,其強度和韌性俱佳。采用FSW工藝生產的冷板,無需任何后續熱處理,即可承受高達300 bar(約4300 psi)的內部壓力 ,遠超大多數液冷系統的運行要求。此外均勻的焊縫組織也提升了抗疲勞和抗腐蝕性能 確保了冷板在振動和惡劣環境下的長期穩定運行,解決了傳統工藝中存在的材料退化和腐蝕問題。

4. FSW技術的量化評估與實施考量
為了全面評估FSW技術的可行性,我們將從性能、經濟性、材料和可靠性等維度進行更深入的量化分析。
4.1 熱性能量化分析:超越傳統方法的實證
雖然行業標準化的對比測試數據尚不完整,但現有研究和產品數據已清晰地展示了FSW冷板的性能優勢。
熱阻:熱阻是衡量散熱能力的核心指標。FSW通過消除接觸熱阻、保留材料高導熱性以及實現優化的內部流道設計,能夠顯著降低熱阻。例如:某款FSW液冷板的數據顯示,其單面熱阻低于12 K/kW,壓降在6 LPM流量下小于0.6 bar。與此相比傳統的壓入銅管技術因接觸熱阻問題,在低水流量下熱阻性能明顯劣于一體化結構 。一項直接對比研究顯示,FSW冷板的剛度比釬焊冷板提高了50%,這有助于在高壓下維持流道形狀,從而保證穩定的熱性能 。
溫度均勻性:FSW賦予的設計自由度允許流道路徑精確匹配高熱流密度的區域,從而實現極佳的溫度均勻性。通過優化微通道設計,可以實現小于2°C的表面溫差(ΔTmax)。這對于需要精確溫控的半導體和激光設備至關重要。
4.2 經濟性分析:資本支出與運營支出的權衡
FSW技術的經濟優勢體現為典型的“高資本支出,低運營支出”模型。
資本支出(CAPEX) :FSW設備,特別是大型、高剛性的機床,初始投資較高,價格從10萬歐元到數百萬歐元不等 。這是中小企業引入該技術的主要障礙 。
運營支出(OPEX) :一旦投入運營,FSW的成本優勢便凸顯出來。它節省了耗材成本、能源成本,并通過自動化和極低的返工率降低了人工和質量成本 。
投資回報(ROI)與盈虧平衡點:盡管詳細的財務模型數據有限,但有案例研究表明,FSW設備的投資回收期是可計算的。例如:在一個航空面板的生產案例中,投資回收期被量化為需要生產約325個面板。對于冷板制造而言,這意味著生產線的ROI高度依賴于產量。在年產量達到數萬乃至十萬件的規模時,OPEX的節省將迅速覆蓋初始的CAPEX,從而實現極具吸引力的投資回報。相較之下,釬焊工藝雖然CAPEX可能相當,但其高昂的維護成本(年均可達設備價值的1.2%)和能源消耗導致其長期OPEX居高不下 。
4.3 材料兼容性與性能影響
FSW技術對鋁合金具有極佳的適應性,包括常用于冷板制造的AA1050、6061-T6和5754-H111等牌號。
AA1050:作為高純鋁,其導熱性極佳但強度較低。FSW能夠在不顯著降低其導熱性的前提下,提供可靠的連接 。
6061-T6:這是一種高強度的可熱處理鋁合金,FSW焊接后雖然在熱影響區強度會略有降低,但通過控制焊接參數,仍能獲得遠優于傳統熔焊的接頭性能 。
5754-H111:這種合金以其優異的耐腐蝕性著稱,FSW工藝能夠保持其耐腐蝕性能,因為固態連接避免了熔融過程中可能導致腐蝕敏感性增加的元素偏析 。
耐腐蝕性:通過優化FSW參數,其接頭的耐腐蝕性可以與母材相當,甚至在某些條件下優于傳統電弧焊 。這解決了管式冷板中異種金屬的電偶腐蝕問題。
4.4 長期可靠性與壽命預測
盡管針對FSW冷板在特定工況(如85°C/85%RH)下的系統性加速老化試驗數據仍在積累中,但對FSW接頭的大量研究已證實其卓越的長期可靠性。
失效模式:在鹽霧等腐蝕環境下,FSW接頭的退化主要表現為表面腐蝕和力學性能下降,但由于其致密的微觀結構,其抗腐蝕能力通常優于傳統焊縫 。
疲勞性能:FSW消除了焊縫中的應力集中源,并引入了有益的殘余壓應力,使其疲勞壽命顯著優于傳統熔焊接頭。這意味著在經歷長期振動和壓力波動的環境中,FSW冷板的壽命更長。
維護需求:FSW冷板的一體化、無泄漏結構,使其幾乎無需維護。有分析指出,FSW系統可以實現10年無維護運行,而釬焊系統則需要定期檢查和維護 。這在人力成本高昂且停機損失巨大的數據中心等應用中,是一個決定性的優勢。
5. 應用前景、行業標準與實施挑戰
5.1 關鍵應用領域的前景
數據中心:隨著單機柜功率密度突破50kW甚至100kW,液冷已成必然選擇。FSW冷板憑借其零泄漏風險、低維護需求和優異的散熱性能,完美契合了數據中心對極致可靠性和低運營成本(TCO)的要求 。盡管目前尚無大規模部署后關于故障率(如每百萬小時泄漏次數)的公開統計數據,但FSW的物理特性預示其現場表現將遠超采用O型圈密封或釬焊的傳統方案 。
新能源汽車:電動汽車的電池包和功率電子模塊對熱管理要求極高。FSW技術能夠制造出輕量化、高強度、流道復雜的鋁制冷板,完美滿足了電動汽車對減重、安全和性能的需求。
航空航天與國防:這些領域對部件的可靠性、強度和輕量化有著最嚴苛的要求。FSW技術起源于航空航天,其標準和認證體系相對成熟(如ANSI/AWS D17.3M),為FSW冷板在這些關鍵領域的應用奠定了基礎。
5.2 標準化與認證的現狀
目前針對“FSW冷板”這一特定產品的國際標準(如ASHRAE, IEC, MIL-STD)尚在發展之中,這是該技術大規模推廣前需要完善的一環 。然而FSW作為一種焊接工藝,在航空航天等領域已有成熟的規范和人員資質認證要求。隨著其在更多商業領域的應用,預計相關行業標準將逐步建立,這將進一步增強市場對FSW冷板的信心。
5.3 面臨的實施挑戰
盡管前景廣闊,FSW技術的推廣仍面臨挑戰:
高昂的初始投資:如前所述,設備成本是主要門檻。
尺寸與幾何限制:FSW工藝需要足夠的夾持力,且對于極其復雜的3D外形或微小部件的焊接存在一定困難 。
技術知識普及:盡管操作培訓相對簡單,但FSW的工藝參數設計(如工具設計、旋轉速度、焊接速度)需要深厚的專業知識和經驗積累。
結論
冷板制造行業正站在一個技術變革的十字路口。由泄漏風險、性能瓶頸、成本壓力和可靠性要求構成的四大挑戰,正在驅動行業從傳統工藝向更先進的解決方案演進。
我們通過深入分析得出結論:摩擦攪拌焊(FSW)技術并非一種漸進式的改良,而是一種能夠從根本上系統性解決行業核心痛點的顛覆性技術。 它通過固態連接的獨特物理過程,實現了:
極致的可靠性:從源頭杜絕泄漏,并提供卓越的結構強度和長期穩定性。
卓越的熱性能:保留了材料的最高導熱潛力,并為復雜的流道優化設計提供了無限可能。
革命性的成本結構:通過自動化、無耗材和高良率,為實現成本數量級降低的目標鋪平了道路。
盡管面臨著高昂初始投資和行業標準尚待完善等挑戰,但FSW技術在性能、成本和可靠性上展現出的壓倒性綜合優勢,使其成為驅動下一代高性能液冷解決方案發展的核心引擎。對于那些致力于在激烈競爭中脫穎而出、為未來高功率密度應用提供卓越冷卻方案的制造商而言,積極布局并掌握摩擦攪拌焊技術,將是贏得未來市場的關鍵戰略舉措。
標簽: 液冷、數據中心等 點擊: 評論: